
Furan Resin Wood Modification — The Technology Behind High-Performance Modified Timber
The modified wood market has expanded significantly over the past two decades, with thermal modification, acetylation, and furan resin treatment all competing for specification on the same range of exterior and joinery applications. Of these technologies, furan resin modification — also called furfurylation — is the least widely understood, despite producing some of the most compelling performance data of any commercially available modified timber product.
This guide examines furan resin modification in depth: the chemistry behind it, where the raw materials come from, how the process works at the cell wall level, and what the resulting performance figures mean for specification. It also situates furfurylation within the broader modified wood landscape, so that specifiers and procurement managers can evaluate it accurately against competing technologies.
What Is Furan Resin?
Furan resin is a thermosetting polymer produced from furfuryl alcohol — a bio-based compound derived from furfural, which itself is obtained from the dehydration of pentosan-rich agricultural residues. The most common feedstocks are sugarcane bagasse, corn cobs, oat husks, and rice husks: materials that are by-products of food and agricultural production, with no dedicated land use or resource competition.
Furfuryl alcohol (chemical formula C₅H₆O₂) is a pale amber liquid that, under the influence of heat and an acid catalyst, undergoes polymerisation to form polyfurfuryl alcohol (PFA) — a hard, dark, highly cross-linked thermosetting polymer. Once cured, PFA is chemically inert, thermally stable, and resistant to water, acids, and organic solvents.
This stability is the key to its value in wood modification. When the polymerisation reaction takes place inside the wood cell wall rather than in a mould or open vessel, the resulting polymer becomes a permanent structural component of the wood — not a coating, not a fill material, but an integrated part of the cell wall architecture.
It is important to distinguish furan resin wood modification from furan resin’s other industrial applications. The same chemistry is used in foundry sand binding, corrosion-resistant flooring, and chemical plant linings — applications where its acid and solvent resistance are the primary requirement. In wood modification, it is the dimensional bulking effect and the reduction of free hydroxyl groups that matter most.
Where Does Furfuryl Alcohol Come From?
The bio-based origin of furfuryl alcohol is a material specification consideration in its own right. The feedstock — agricultural waste — is produced in large volumes globally as a by-product of sugar refining, grain processing, and related industries. Furfural production from these streams does not require dedicated crop cultivation, forest clearance, or petrochemical inputs.
The production pathway is as follows:
| Stage | Material | Process |
|---|---|---|
| Feedstock | Sugarcane bagasse / corn cobs / oat husks | Hydrolysis of pentosans (hemicellulose fraction) |
| Intermediate | Furfural (C₅H₄O₂) | Dehydration of xylose |
| Monomer | Furfuryl alcohol (C₅H₆O₂) | Catalytic hydrogenation of furfural |
| Polymer | Polyfurfuryl alcohol (PFA) | Acid-catalysed polymerisation, heat-cured |
This chain from agricultural waste to a high-performance wood polymer represents one of the more coherent bio-economy value chains in the construction materials sector. The polymer that ends up inside the cell wall of an Ultimate FBR board originated as a by-product of sugar production — a fact with genuine relevance to sustainable procurement specifications.
How the Furan Resin Modification Process Works
The furfurylation process is a controlled industrial sequence involving vacuum-pressure impregnation followed by elevated-temperature curing. Each stage is critical to the uniformity and permanence of the modification. A process carried out at insufficient pressure, with an inadequate catalyst system, or at the wrong curing temperature will produce inconsistent results — which is why the quality of the process itself is as important as the chemistry.
Stage 1 — Pre-conditioning Timber is dried to a target moisture content before treatment. Excess moisture in the cell wall competes with furfuryl alcohol during impregnation, reducing uptake and creating voids in the cured polymer distribution. Consistent pre-treatment moisture content is a prerequisite for uniform modification across the cross-section of each board.
Stage 2 — Vacuum impregnation The timber is loaded into a closed pressure vessel. An initial vacuum cycle evacuates air from the cell lumens and accessible porosity within the cell wall. A solution of furfuryl alcohol, water, and an acid catalyst — typically maleic anhydride or a comparable organic acid — is then admitted under pressure. The vacuum-pressure sequence drives the solution deep into the wood structure, ensuring penetration beyond the cell lumen and into the cell wall itself. Penetration into the cell wall, rather than merely the lumen, is what distinguishes effective furfurylation from superficial treatment.
Stage 3 — Curing The impregnated timber is transferred to a curing kiln and subjected to elevated temperature — typically in the range of 80°C to 160°C depending on the process parameters. Heat activates the acid catalyst, initiating polymerisation of the furfuryl alcohol within the cell wall. The monomer converts to polyfurfuryl alcohol in situ: a highly branched, cross-linked polymer network that occupies the cell wall space and bonds covalently with the wood’s structural polymers — cellulose, hemicellulose, and lignin.
This covalent bonding is what distinguishes furan resin modification from simple impregnation treatments. The polymer does not merely fill available space; it reacts chemically with the wood substrate and becomes part of it. Research published in the journal BioResources and elsewhere confirms that furfuryl alcohol polymer forms covalent bonds with lignin in the cell wall, producing a chemically integrated composite rather than a wood-and-filler matrix.
Stage 4 — Post-treatment conditioning Following curing, the timber undergoes controlled conditioning to stabilise moisture content and relieve any internal stress introduced during the thermal phase. Final machining to specification dimensions takes place at this stage, ensuring that the surfaces presented for use reflect the fully modified material rather than any outer zone of variable penetration.
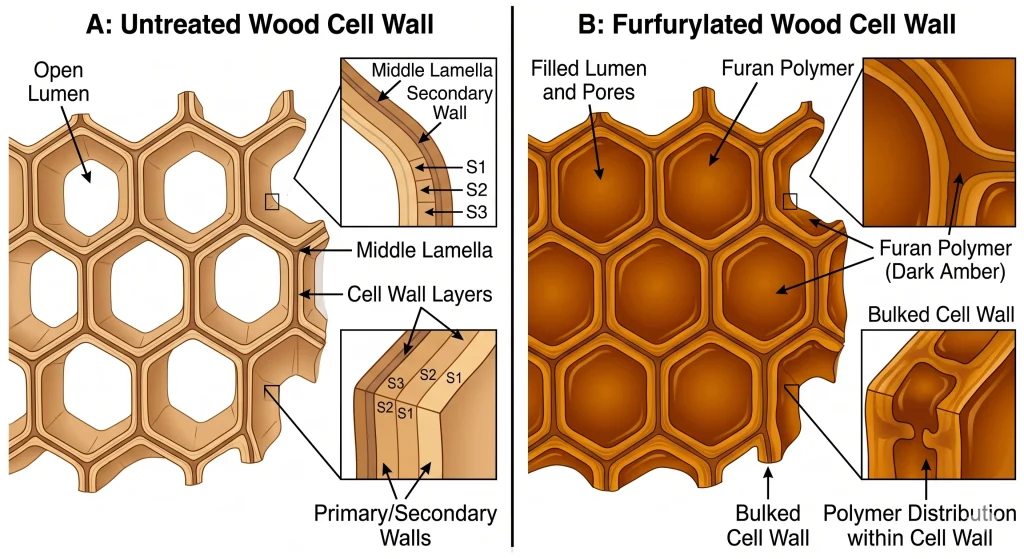
What Happens Inside the Cell Wall
The mechanism by which furan resin modification improves wood performance is well understood at the cellular level. Wood’s principal weakness — its tendency to absorb water and swell — derives from the abundance of free hydroxyl (-OH) groups on the hemicellulose and cellulose components of the cell wall. These groups are strongly hydrophilic: they attract and bind water molecules, causing the cell wall to expand in the transverse direction and contract again as moisture is lost.
The polyfurfuryl alcohol polymer addresses this in two ways. First, it physically occupies space within the cell wall — a phenomenon called the bulking effect — which reduces the total volume available for water uptake. Second, and more significantly, the polymerisation reaction consumes or sterically blocks hydroxyl groups that would otherwise be accessible to water. Fewer available hydroxyl groups means a fundamentally reduced affinity for moisture, regardless of the ambient humidity conditions.
The result is a material that has been permanently altered at the molecular level. Unlike a coating or a preservative treatment that can be degraded, removed, or depleted over time, the furan polymer within the cell wall is fixed. It cannot be leached by rainfall, dissolved by condensation, or worn away by abrasion under normal service conditions.
Research by Pilgård et al. (2010), published in Environmental Toxicology and Chemistry, examined leachates from furfurylated wood and found that, in general, the leachates showed low toxicity — a finding that aligns with the non-toxic designation of properly cured furfurylated wood products. The same research noted that thorough curing — specifically, an intermediate vacuum-drying step that promotes complete polymerisation — results in leachates with reduced biological activity.
Furan Resin Modification vs Other Modified Wood Technologies
Specifiers evaluating modified wood for a project will inevitably encounter three primary technologies: furfurylation, acetylation, and thermal modification. Each addresses the same underlying problem — wood’s moisture sensitivity — through a different mechanism, with different outcomes for density, hardness, colour, and durability.
| Property | Furan Resin (Furfurylation) | Acetylation | Thermal Modification |
|---|---|---|---|
| Modification mechanism | Polymer infill + covalent bonding | Chemical substitution of -OH groups | High-temperature degradation of hemicellulose |
| Effect on density | Significant increase | Slight decrease | Decrease |
| Effect on hardness | Significant increase | Slight change | Decrease |
| Dimensional stability | Very high (ASE up to 44.33%) | Very high | Moderate–high |
| Durability class (EN 350) | Class 2 (verified, Ultimate FBR) | Class 1 (typical) | Class 2–3 (typical) |
| Colour change | Significant darkening | Minimal | Significant darkening |
| Bio-based feedstock | Yes — agricultural waste | Yes — acetic anhydride | No chemical input |
| Structural suitability | Yes | Yes | Limited (reduced strength) |
| Fire performance | B-s2-d0 achievable | Standard | Variable |
The trade-offs are instructive. Acetylation — the technology used in Accoya — typically achieves a higher biological durability classification (Class 1) but produces a slight reduction in density and hardness, and requires stainless steel or hot-dip galvanised fixings due to the acidity of the acetylated material. Thermal modification produces a visually similar dark-brown product but at the cost of reduced bending strength and toughness, which limits its use in structural and load-bearing applications.
Furan resin modification increases both density and hardness compared to the untreated baseline — a distinction that matters for applications such as decking and flooring, where resistance to indentation and surface wear is as important as moisture performance. The verified density of Ultimate FBR is 743 kg/m³, placing it firmly in the hardwood performance range.
Performance Data for Furan Resin Modified Wood
The performance characteristics of furan resin modified timber are not theoretical projections — they are the product of controlled laboratory testing under recognised international standards. Ultimate FBR has been independently tested by IPB University (Indonesia) and the Université de Lorraine (France), with results validated against EN, BS, ASTM, AWPA, and SNI standards.
The following table presents the independently verified performance data for Ultimate FBR alongside the untreated hardwood baseline:
| Performance Property | Untreated Hardwood | Ultimate FBR | Test Standard |
|---|---|---|---|
| Density | Baseline | 743 kg/m³ | Tested |
| Anti-Swelling Efficiency (ASE) | — | 44.33% | Tested |
| Volumetric swelling | 10.04% | 2.35% | EN 350 |
| Water uptake | 109.58% | 35.07% | ASTM |
| Durability classification | Class 3–4 (species dependent) | Class 2 | EN 350 |
| Fire performance | Not classified | B-s2-d0 achievable | EN 13501-1 |
Understanding the Key Figures
Density: 743 kg/m³ The weight percentage gain (WPG) from furan resin impregnation directly increases the density of the modified board. At 743 kg/m³, Ultimate FBR sits comfortably within the range of commercial hardwood species traditionally specified for exterior joinery and decking. Higher density correlates with improved resistance to surface indentation, mechanical wear, and fastener pull-through — all relevant to service performance in demanding applications.
Anti-Swelling Efficiency: 44.33% ASE is the most direct measure of dimensional stability in modified wood. It expresses, as a percentage, how much the modification process has reduced the volumetric swelling of the treated wood compared to the untreated baseline. An ASE of 44.33% means that Ultimate FBR swells 44.33% less, by volume, than untreated timber of the same species under the same exposure conditions. This figure has been confirmed through independent testing and represents a substantial practical improvement for applications where dimensional stability is a primary specification criterion.
Water uptake: 35.07% vs 109.58% Water uptake reduction is a direct consequence of the reduced hydroxyl group availability and the bulking of the cell wall. Untreated hardwood of this species absorbed 109.58% of its dry weight in water under test conditions. Ultimate FBR absorbed 35.07% — a reduction of approximately 68%. In practice, this means that furan resin modified timber responds far less dramatically to rain events, condensation cycles, and seasonal humidity changes than untreated hardwood.
Durability: Class 2 (EN 350) The EN 350 durability classification system rates timber from Class 1 (very durable) to Class 5 (not durable) based on resistance to fungal decay. Class 2 — the verified classification for Ultimate FBR — indicates suitability for applications where timber is at risk of occasional wetting but not permanent ground contact. This covers the vast majority of exterior cladding, decking, window, and door frame applications. This classification is achieved without the use of biocidal preservatives of any kind.
Fire performance: B-s2-d0 achievable The Euroclass B-s2-d0 fire performance rating — achievable for Ultimate FBR under EN 13501-1 — indicates limited contribution to fire propagation (Class B), moderate smoke production (s2), and no flaming droplets or particles (d0). This is a meaningful fire performance level for applications such as façades, where national building regulations in many European markets specify minimum reaction-to-fire classifications for external cladding systems.
Applications Where Furan Resin Modified Timber Performs
The combination of increased density, high dimensional stability, Class 2 durability, and achievable Euroclass B fire performance positions furan resin modified timber for a well-defined set of demanding applications — the same applications where standard hardwood and preservative-treated softwood consistently underperform over long service lives.
Exterior façades and cladding Façade cladding endures the full range of moisture exposure conditions: driving rain, solar heating, freeze-thaw cycling, and differential movement between boards and substructure. Dimensional instability causes joint gaps, surface coating breakdown, and board cupping. The ASE of 44.33% and water uptake of 35.07% for Ultimate FBR address the root cause of these failures directly, without relying on the continued integrity of a surface coating for protection.
Timber window and door frames Window frames are a high-stakes application for modified timber. Dimensional movement within the frame creates paint film stress, seal failure at glazing junctions, and — in severe cases — hardware misalignment. The sustained dimensional stability of furan resin modified timber through seasonal moisture cycles makes it a rational choice for joinery manufacturers seeking to reduce warranty claims and maintenance callbacks.
Exterior decking Decking requires a combination of surface hardness, dimensional stability, and slip resistance. The increased density of Ultimate FBR (743 kg/m³) contributes to surface hardness and resistance to indentation from furniture and foot traffic. The low volumetric swelling (2.35%) means that board edges remain consistent and gaps between boards remain predictable through wet and dry seasons.
Joinery and interior millwork The uniform, dark-brown colour produced by the furan resin modification process — a direct result of the PFA polymer formation — is consistent across every board. There are no knots, no colour variation between pieces, and no sapwood. For interior applications where consistent appearance is as important as structural performance — panelling, stair components, bespoke cabinetry — this uniformity represents a significant specification advantage over naturally variable hardwood.
Specifying Furan Resin Modified Timber: What to Verify
Selecting a furan resin modified timber product for a project specification requires more than accepting a manufacturer’s performance claims at face value. The following checklist reflects the questions that a diligent specifier should be asking at the procurement stage.
1. Is the modification process independently verified? Testing conducted by the manufacturer’s own laboratory, or by a laboratory with a commercial relationship with the manufacturer, carries less weight than genuinely independent testing. Ultimate FBR has been tested by IPB University and the Université de Lorraine, France — both internationally recognised academic research institutions with no commercial interest in the product outcome.
2. Are test results referenced to named standards? Performance claims should cite the specific standard under which they were tested. EN 350 for durability, EN 13501-1 for fire performance, ASTM for water uptake — these references allow the specifier to understand the test conditions and compare results across products tested under the same methodology. Data without a standard reference cannot be meaningfully compared.
3. What is the weight percentage gain (WPG)? WPG is the technical measure of modification intensity in furfurylated wood — it expresses the mass of polymer deposited in the wood as a percentage of the original dry wood mass. Higher WPG generally correlates with better dimensional stability and durability performance, but also increases brittleness at very high loading levels. WPG data allows a technically literate specifier to understand how thoroughly the timber has been modified.
4. What certifications does the product carry? For projects with responsible sourcing requirements — which now includes the majority of regulated construction projects in Europe and many markets in Asia — certification status is a procurement prerequisite. Ultimate FBR carries SVLK certification (Indonesia’s mandatory timber legality verification system), and is FSC® Ready and PEFC™ Ready, enabling chain-of-custody certification where the project specification requires it.
5. Can supply be maintained at project scale? Specification is only valuable if material can be delivered on time and in sufficient volume. Ultimate FBR is distributed through Houtplex B.V. in the Netherlands — serving European markets — and Wood United Pte Ltd in Singapore, serving Asian and Pacific markets. Both entities are part of the Wood United Group, providing a structured international supply chain capable of supporting volume procurement at project scale.
6. What size range is available? Furan resin modified timber should be available in the dimensions required by the joinery or construction profile being specified. Ultimate FBR is produced in a comprehensive range: 12–32mm × 90–285mm × 900–5900mm, covering the majority of standard and bespoke profiles for cladding, decking, window, and door frame applications.
Frequently Asked Questions about Furan Resin
What is furan resin used for?
Furan resin has a range of industrial applications, but in the construction and timber industry its primary use is wood modification — the furfurylation process in which furfuryl alcohol is polymerised within the wood cell wall to improve dimensional stability, density, hardness, and biological durability. Beyond wood, furan resins are used as sand binders in metal casting foundries, as chemical-resistant linings for industrial floors and drainage systems, and as corrosion-resistant coatings in chemical processing environments. In all of these applications, the value of furan resin derives from the same properties: thermal stability, chemical resistance, and the formation of a hard, cross-linked polymer network upon curing.
What is furfurylation of wood?
Furfurylation is the wood modification process in which timber is impregnated with furfuryl alcohol under vacuum-pressure conditions and then cured at elevated temperature, causing the furfuryl alcohol to polymerise in situ within the wood cell wall. The resulting polymer — polyfurfuryl alcohol (PFA) — becomes a permanent part of the cell wall structure, bonding covalently with cellulose, hemicellulose, and lignin. The process increases wood density, improves hardness, reduces moisture uptake, and enhances biological durability without the use of biocidal preservatives. Ultimate FBR is produced via a controlled industrial furfurylation process, with performance independently verified by IPB University and the Université de Lorraine, France.
Is furan resin toxic?
In its uncured state, furfuryl alcohol is a regulated substance and should be handled with appropriate industrial hygiene precautions. However, once the furan resin polymer has been fully cured within the wood cell wall — as it is in a properly manufactured product such as Ultimate FBR — the material is chemically stable and biologically inert. Research published in Environmental Toxicology and Chemistry (Pilgård et al., 2010) examined leachates from furfurylated wood and found that, in general, they displayed low toxicity. Thorough curing, specifically the use of an intermediate vacuum-drying step during manufacture, further reduces leachate activity by promoting complete polymerisation of the furfuryl alcohol monomer. Properly cured furan resin modified timber contains no biocidal compounds and poses no toxicological hazard in normal building and joinery use.
Is furfurylated wood safe for use in occupied buildings and outdoor spaces?
Yes, when produced to a proper manufacturing standard with full curing of the furan resin polymer, furfurylated wood is safe for use in occupied buildings, exterior applications, and environments where incidental human contact is expected. The modification process introduces no heavy metals, no copper compounds, no chromium, and no arsenic — the active agents in conventional preservative-treated timber that give rise to the most significant toxicological concerns. The bio-based feedstock (agricultural waste) and the absence of biocidal chemistry make furan resin modified timber one of the more environmentally benign options in the modified wood category. For applications involving direct and prolonged food contact, specifiers should request specific product data and, if required, independent safety assessments.
How does furan resin modification differ from epoxy resin treatment?
Furan resin and epoxy resin are both thermosetting polymers, but their chemistry, feedstock origins, and application mechanisms are fundamentally different. Epoxy resins are petrochemical-derived and cure through a reaction between epoxide groups and a hardener compound. Furan resin is bio-based, derived from agricultural waste, and cures through acid-catalysed polymerisation of furfuryl alcohol. In wood treatment contexts, epoxy is most commonly used for repair mortars, void filling, and structural reinforcement of existing damaged timber — it does not penetrate the cell wall in the way that furfuryl alcohol does. Furan resin modification, by contrast, works at the cell wall level, permanently altering the wood’s moisture behaviour and durability from the inside. The two materials address different problems and are not interchangeable in a specification context.
How does furan resin compare to acetylation in terms of dimensional stability?
Both furfurylation and acetylation produce timber with significantly improved dimensional stability compared to untreated wood, and both achieve this through a reduction in free hydroxyl groups — the primary mechanism by which wood absorbs water. Acetylation achieves this by chemically substituting hydroxyl groups with acetyl groups, reducing the wood’s moisture affinity without adding mass. Furfurylation achieves it through a combination of hydroxyl group blocking and physical bulking of the cell wall by the deposited polymer, which simultaneously increases density and hardness. Research published in BioResources comparing the two technologies across four wood species found that both methods produced high anti-swelling efficiency values, though furfurylation was more sensitive to the structural characteristics of the wood species being treated. For Ultimate FBR, the independently verified ASE is 44.33%, placing it firmly in the high-performance range for dimensional stability.
What should a procurement manager verify before specifying furan resin modified timber?
From a procurement perspective, the critical verification points are: independent test data referenced to named standards (EN 350 for durability, ASTM for water uptake, EN 13501-1 for fire); certification status confirming legal timber origin (SVLK) and readiness for chain-of-custody certification (FSC® Ready, PEFC™ Ready); weight percentage gain data indicating the degree of modification; available size range relative to the project profile requirements; and supply chain reliability at the required volume and delivery schedule. Ultimate FBR addresses all of these requirements through its independent testing programme, certification status, and distribution through Houtplex B.V. (Netherlands) and Wood United Pte Ltd (Singapore), both part of the Wood United Group.
What size range is available for furan resin modified timber, and can it be machined?
Ultimate FBR is available in a comprehensive range of dimensions: 12–32mm thickness, 90–285mm width, and 900–5900mm length. This covers the principal profiles required for cladding, decking, window frames, door frames, and interior joinery. Furan resin modified timber can be machined using standard woodworking equipment, though tooling wear may be marginally higher than for untreated softwood due to the increased hardness and density of the modified material. Carbide-tipped tooling is recommended. Fixings should be stainless steel or hot-dip galvanised; standard mild steel fixings are not recommended for exterior applications regardless of the timber species used.
What it is: Furfuryl alcohol (bio-based, from agricultural waste) polymerised in situ within the wood cell wall — permanently increasing density, hardness, and dimensional stability without biocidal chemistry.
| Modification metric | Value |
|---|---|
| Anti-Swelling Efficiency (ASE) | 44.33% |
| Volumetric swelling | 2.35% (vs 10.04% untreated) |
| Water uptake | 35.07% (vs 109.58% untreated) |
| Density | 743 kg/m³ |
| Durability class | Class 2 — EN 350:2016 |
| Fire performance | B-s2-d0 achievable — EN 13501-1 |
Feedstock: Sugarcane bagasse · Corn cobs · Oat husks — agricultural by-products, no dedicated land use.
No biocidal compounds. No heavy metals. No persistent organic pollutants.
Independent verification: IPB University (Indonesia) & Université de Lorraine (France).
Certifications: SVLK (EU FLEGT) · FSC® Ready · PEFC™ Ready.
Supply: Houtplex B.V., Netherlands · Wood United Pte Ltd, Singapore.
Specify with Verified Performance Data
The furan resin modification process produces measurable, independently verified improvements in every performance characteristic that matters for exterior and joinery timber specification: dimensional stability, density, durability, and fire performance. The technology is bio-based, non-toxic in service, and fully compatible with responsible sourcing requirements.
For project-specific technical data, sample requests, or supply enquiries for Ultimate FBR, contact the team directly via the contact form. European distribution is handled by Houtplex B.V. in the Netherlands; Asian and Pacific market enquiries are handled by Wood United Pte Ltd in Singapore.

